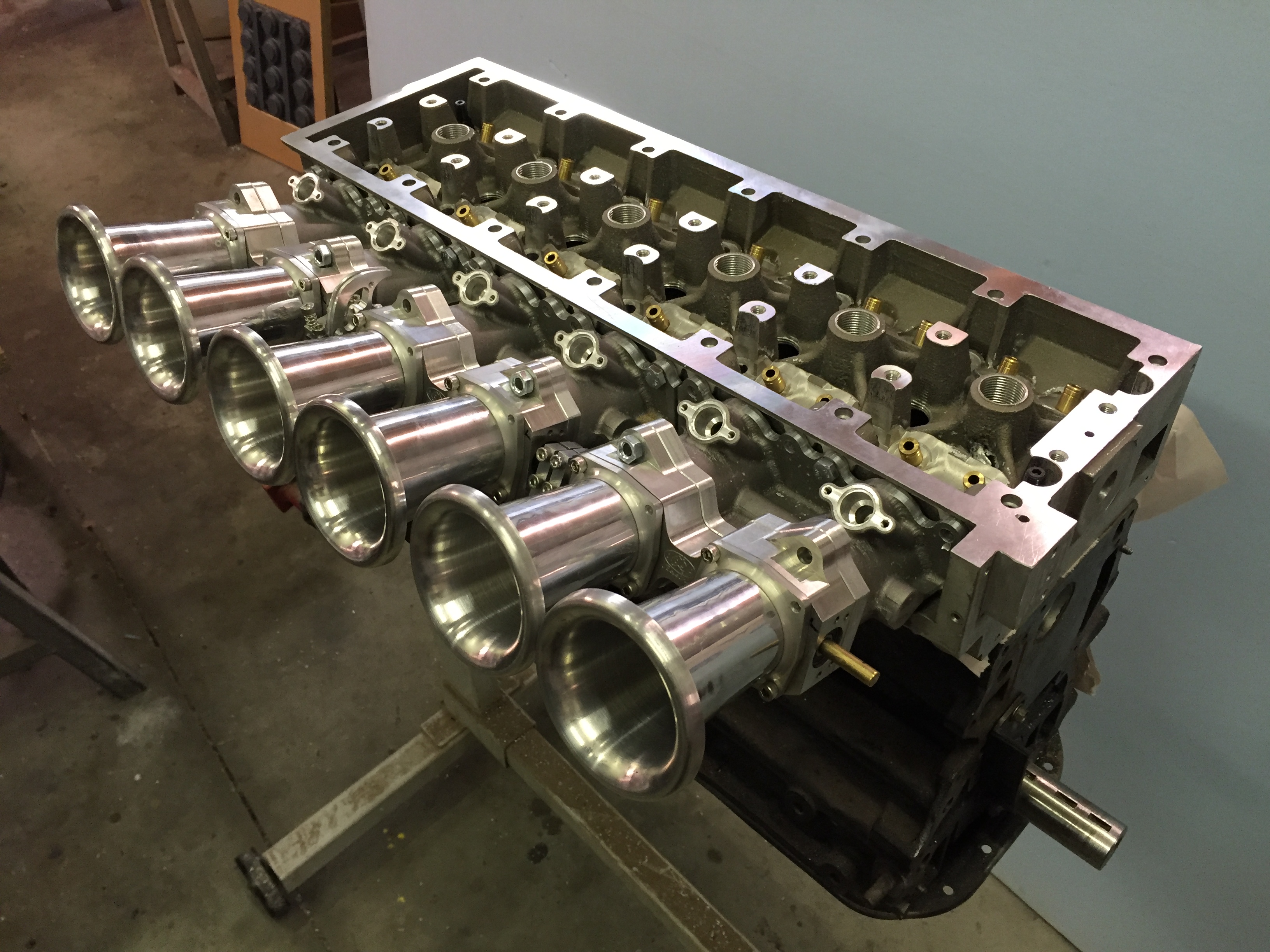
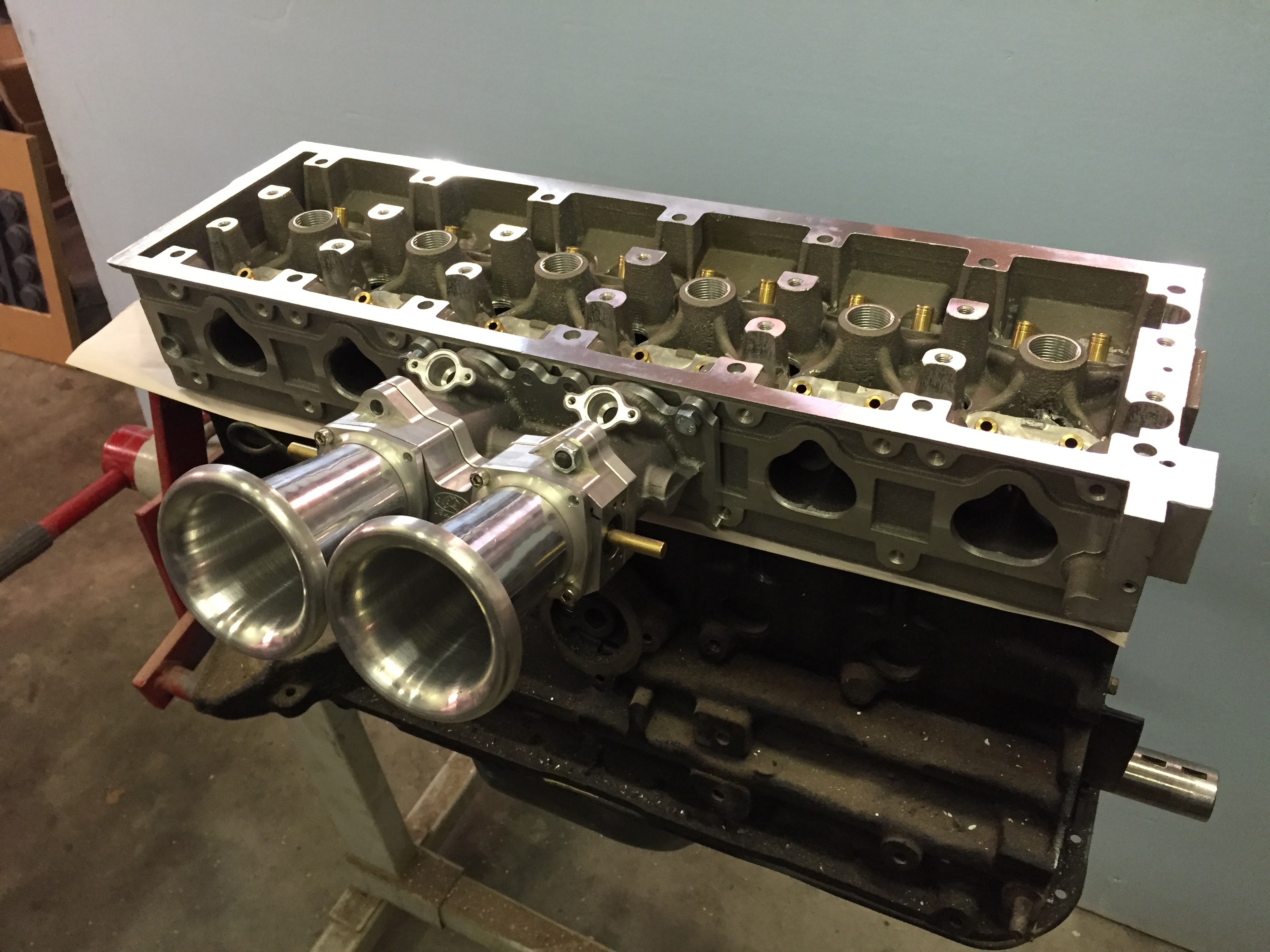
So I always liked the look of mechanical injection but luved the practicality of modern engine management systems like Meggasquirt. Tuning your car with a laptop seems so civilized:)
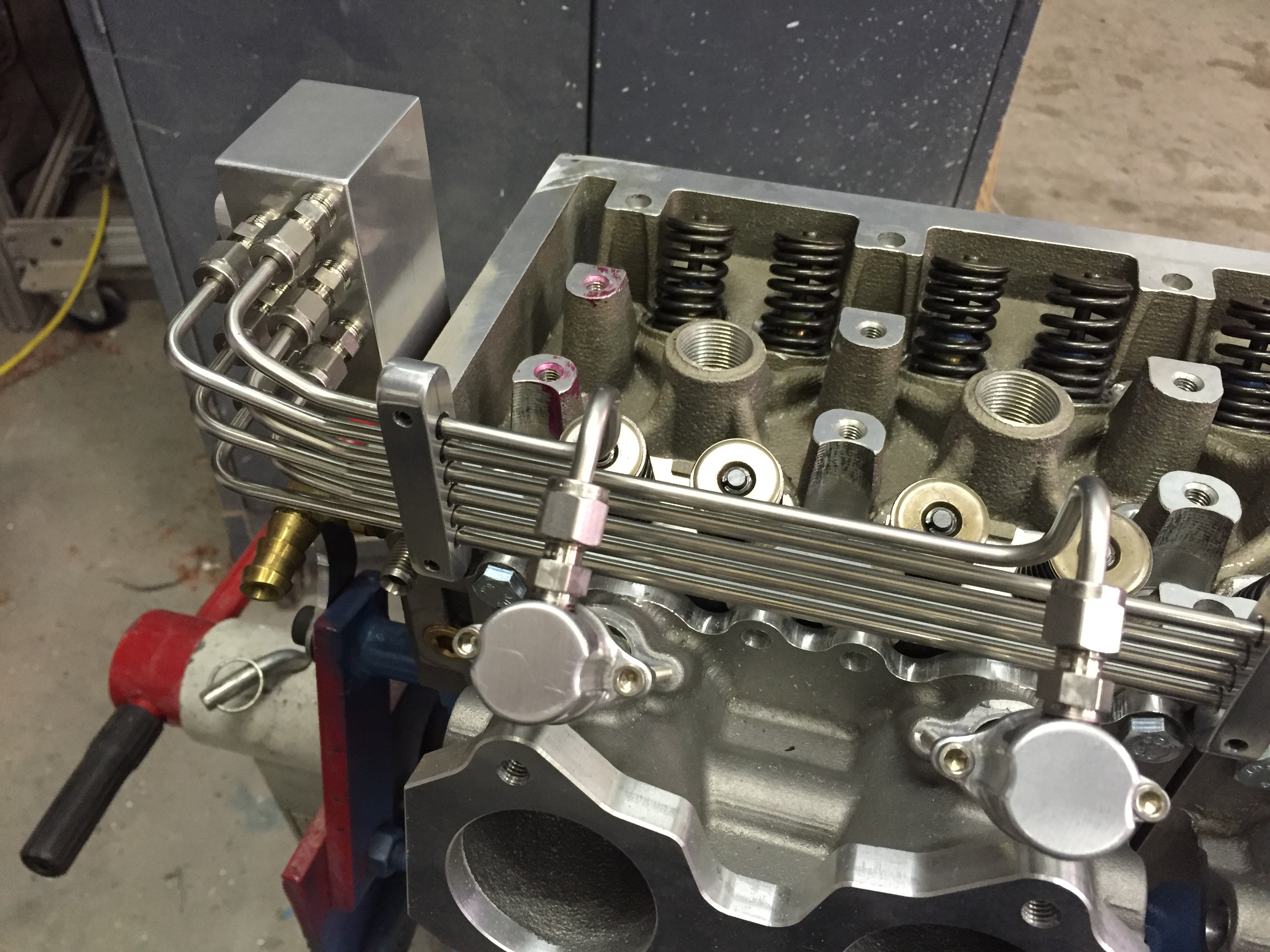
This is basically the same fuel delivery system I have on my current EFI manifold. It works great. The only issue is if you park the car for 10 min. when you restart it you get a bit of burble at idle from the hot fuel. Now that the intake isn’t sitting over the hot header this my go away.

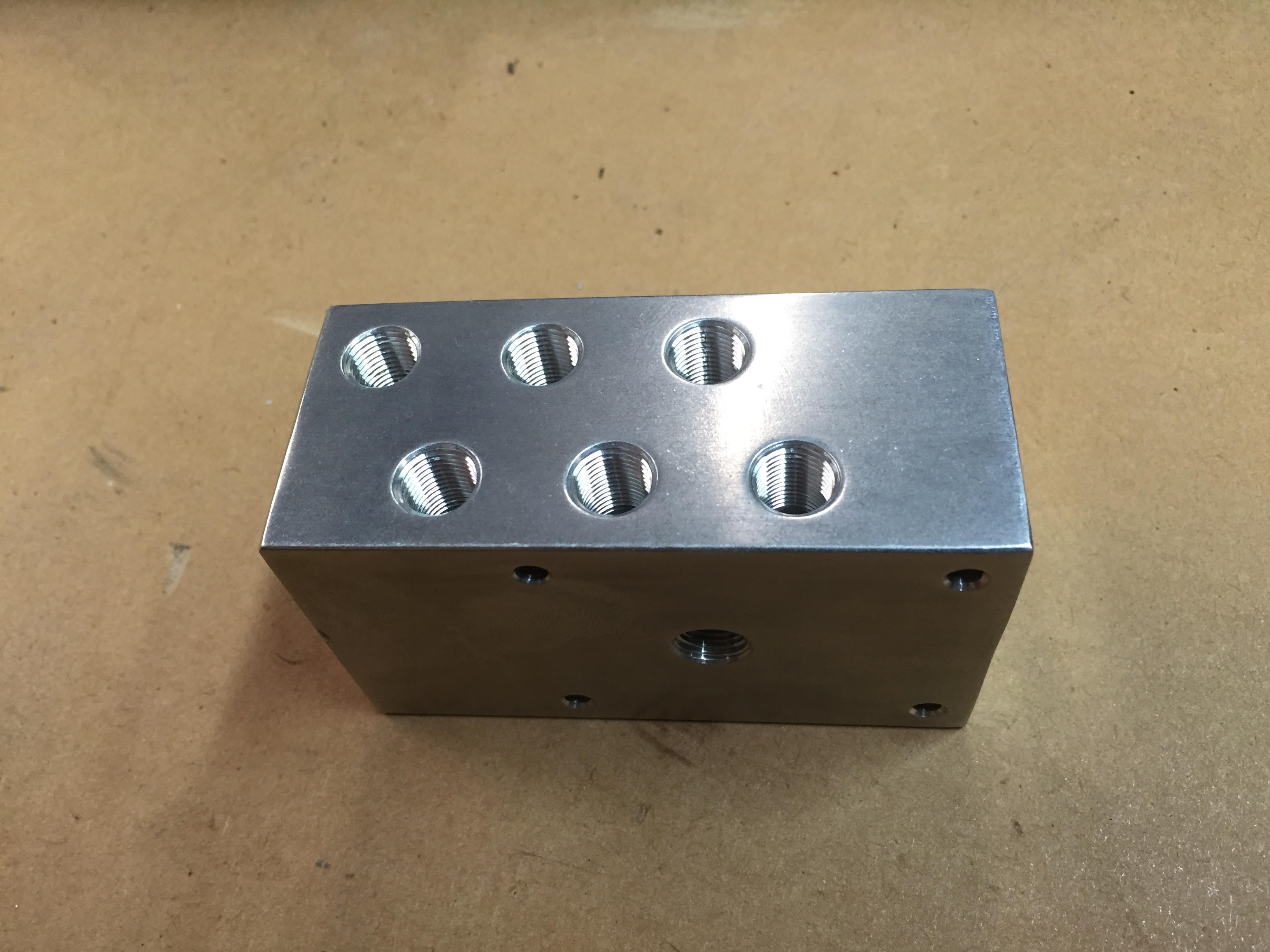
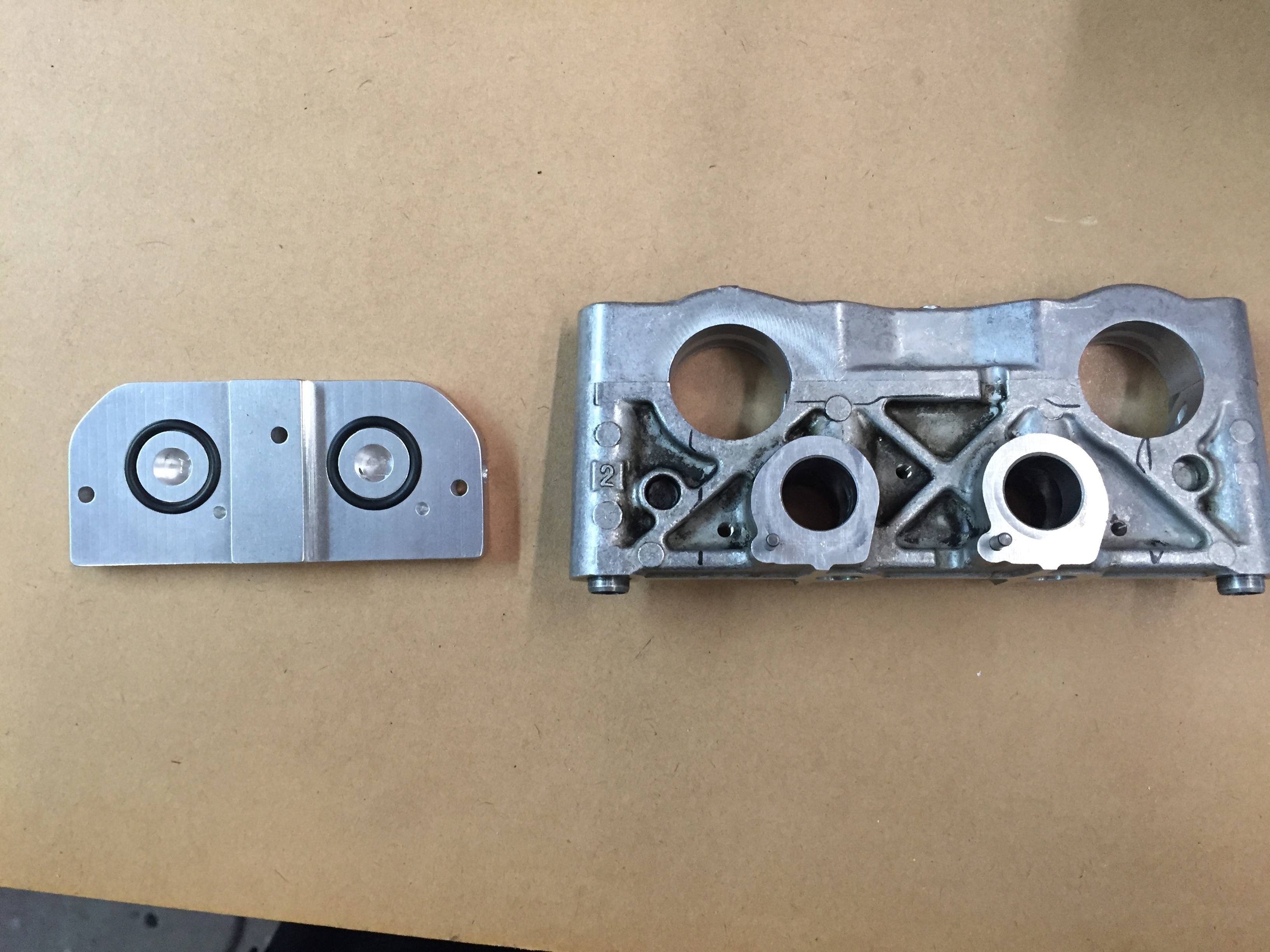
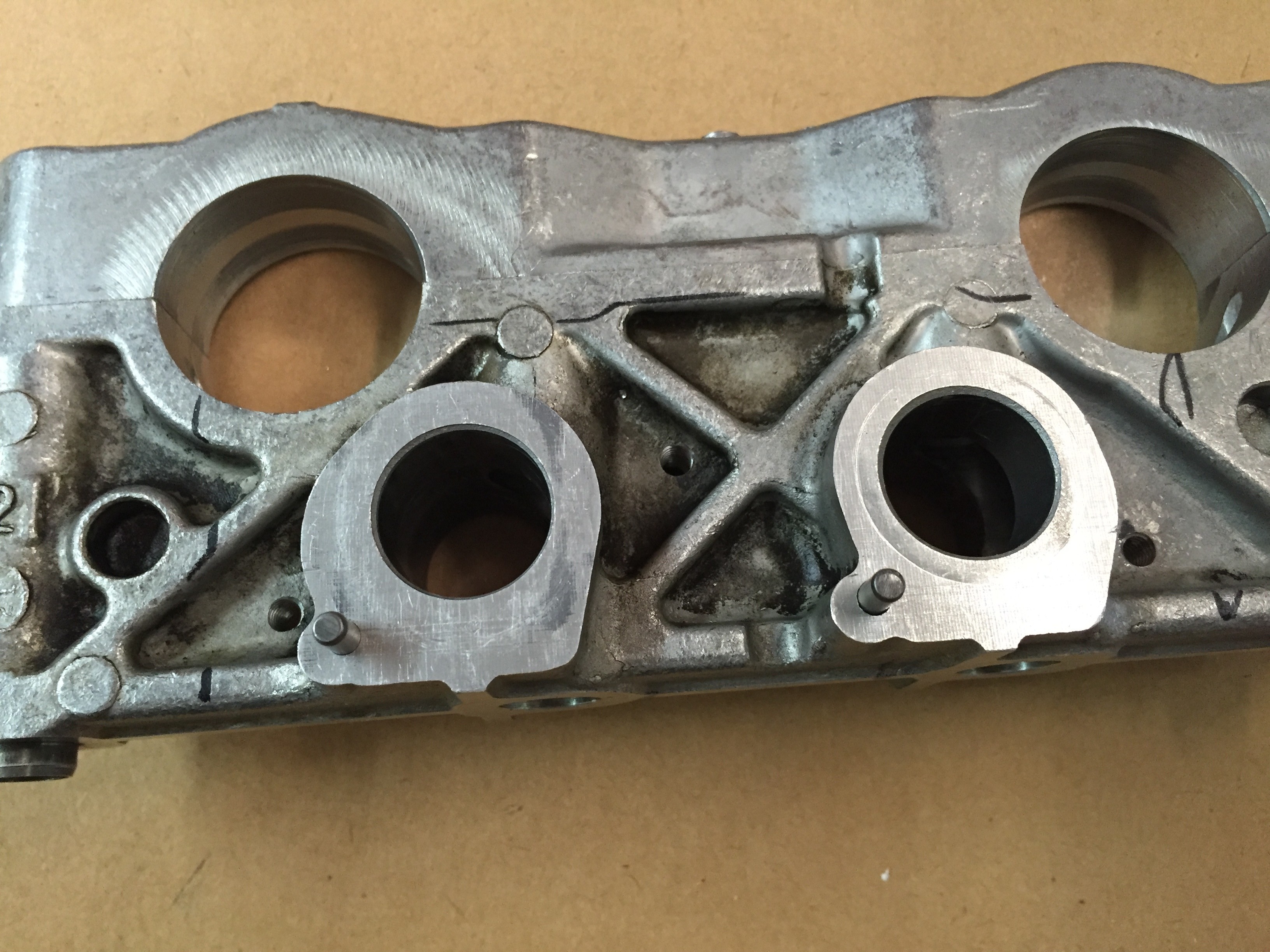
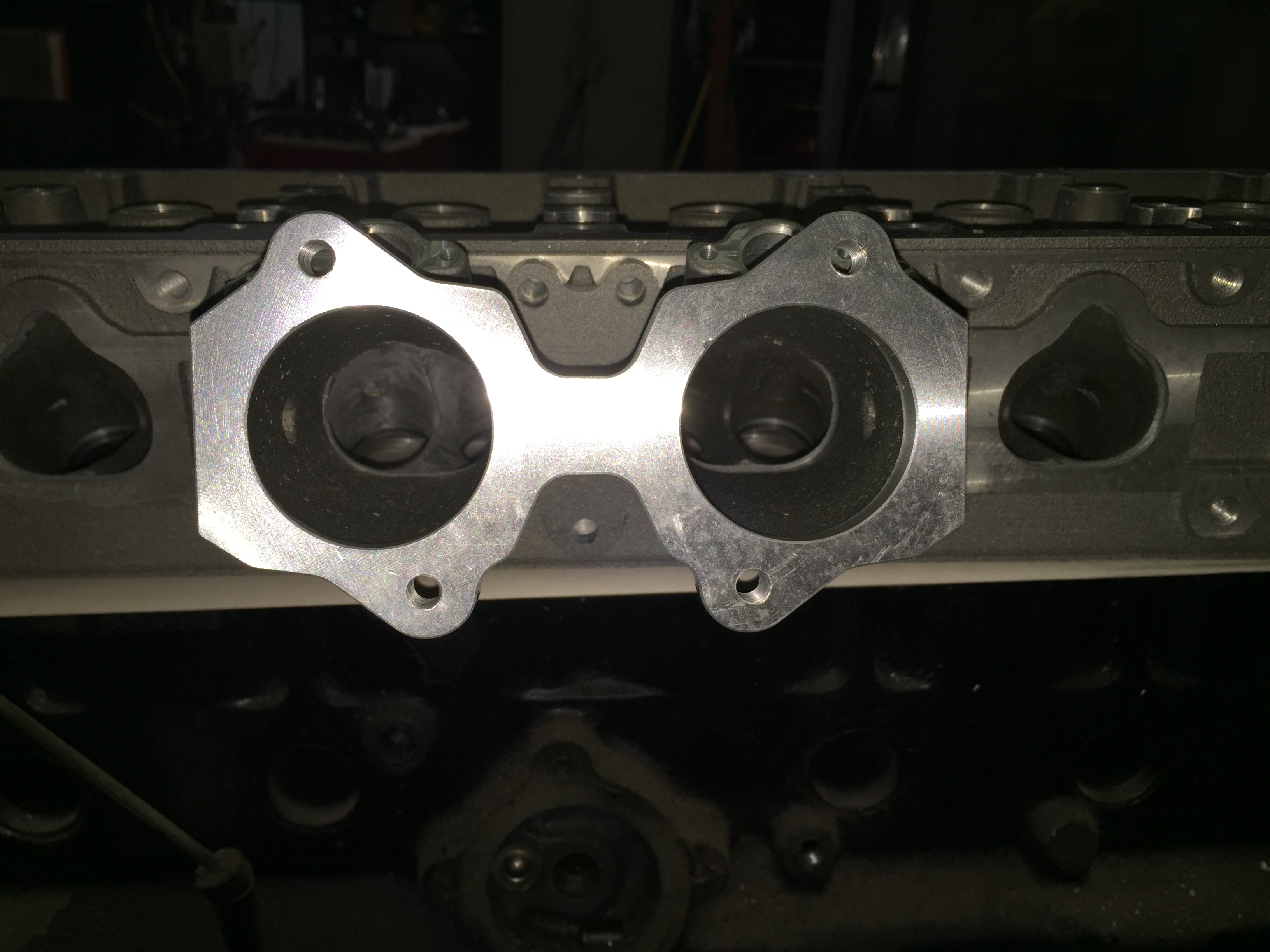
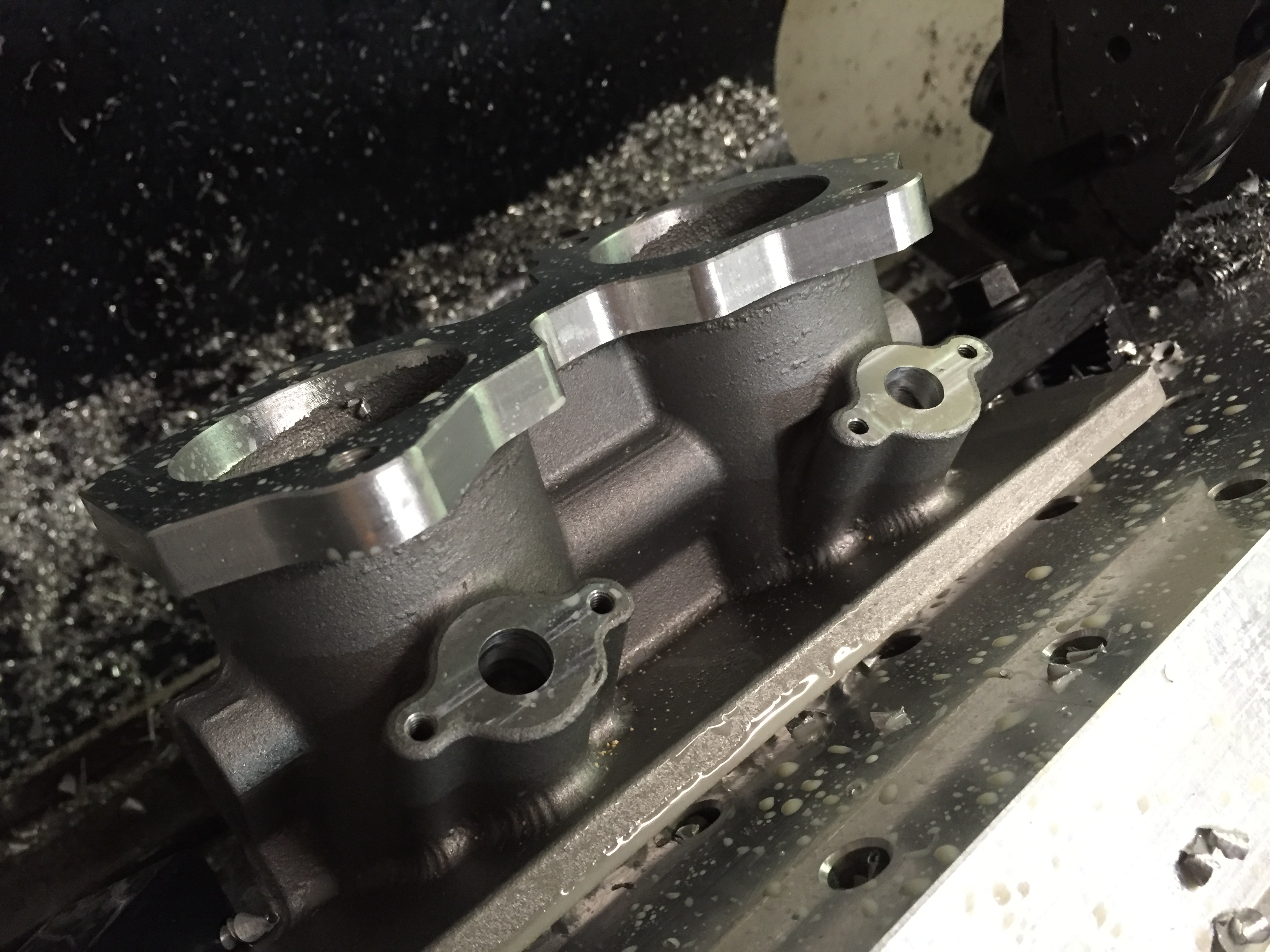
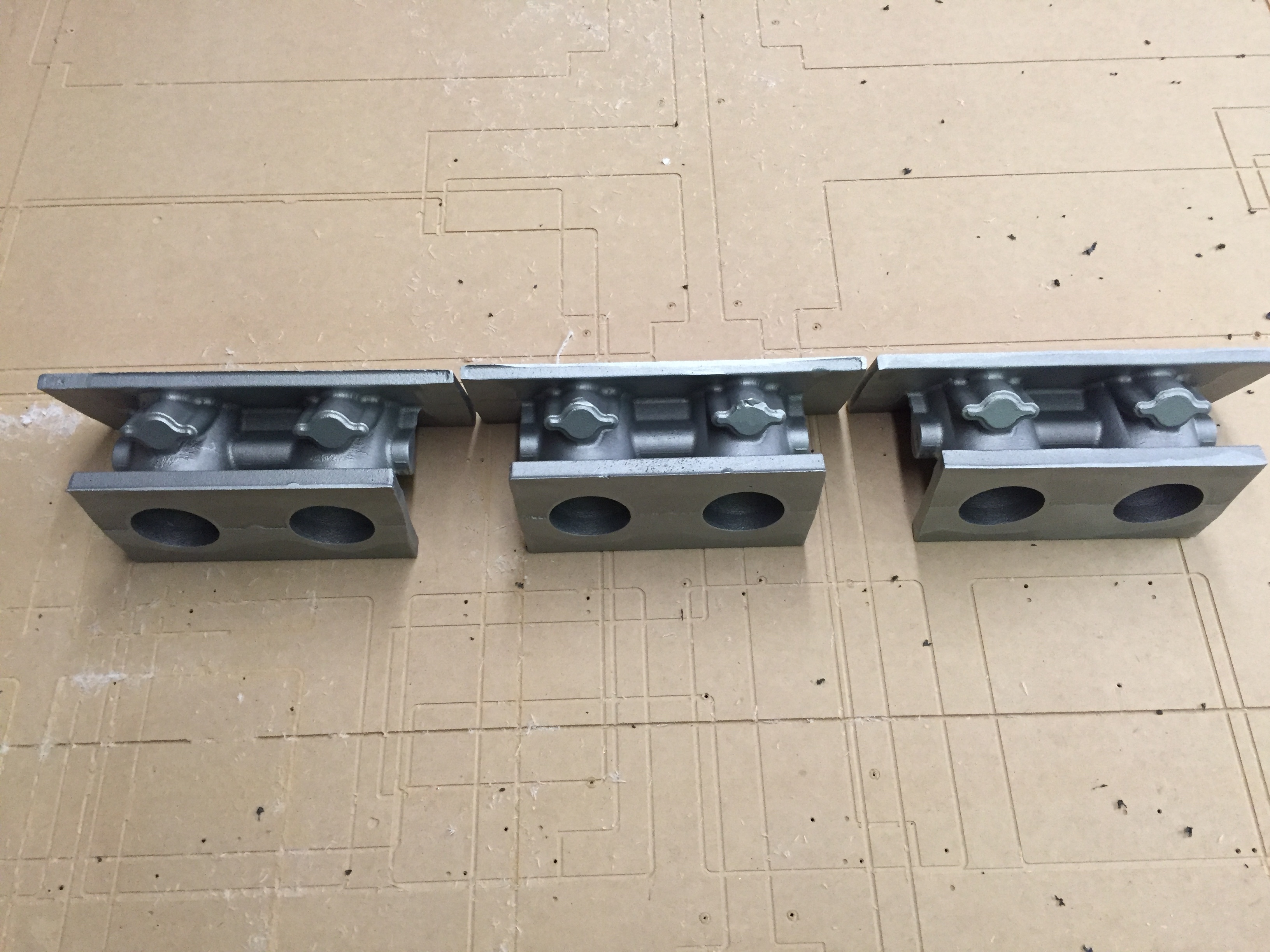
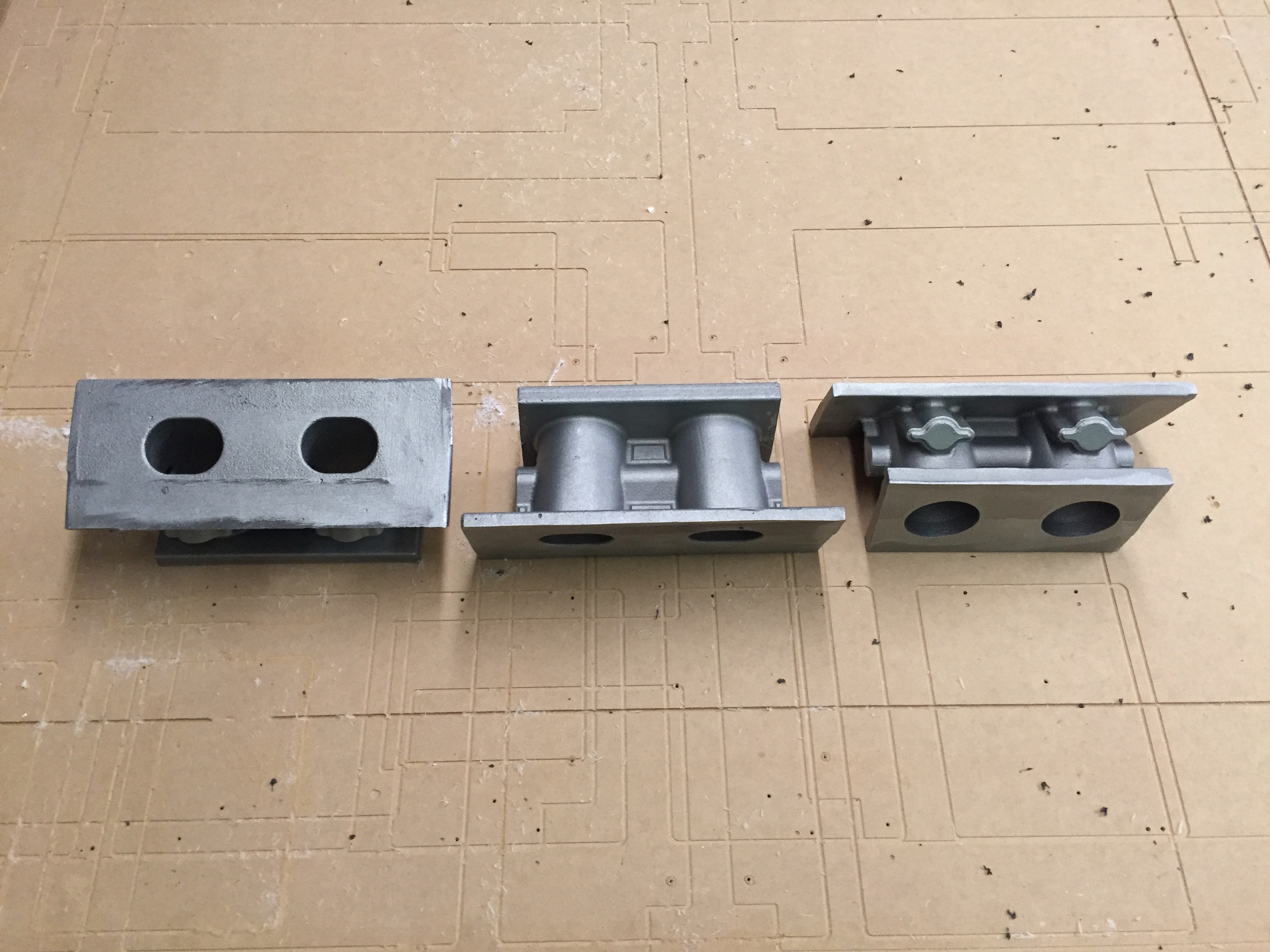
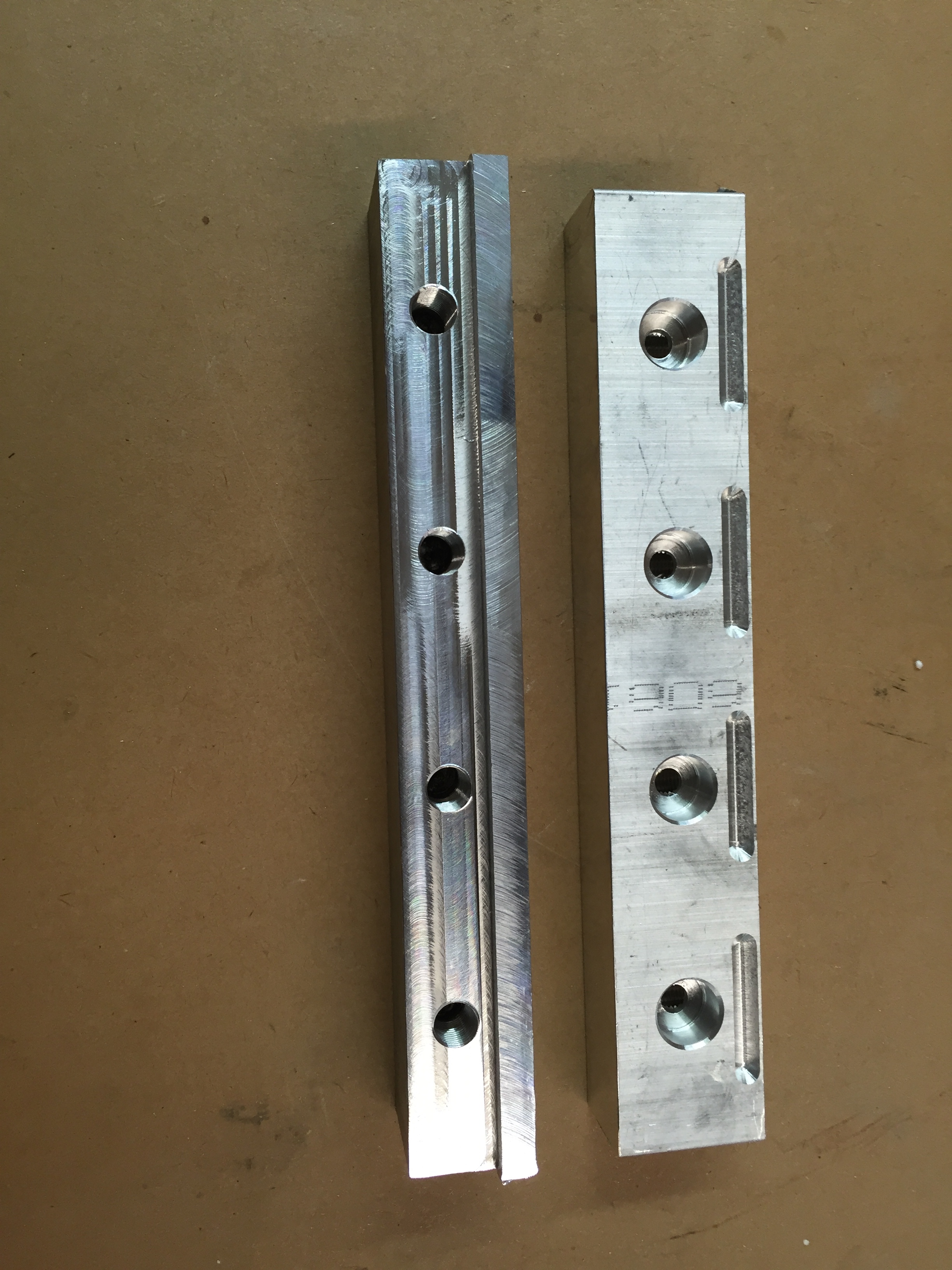
This is why I redid the fuel block. Isn’t that better?
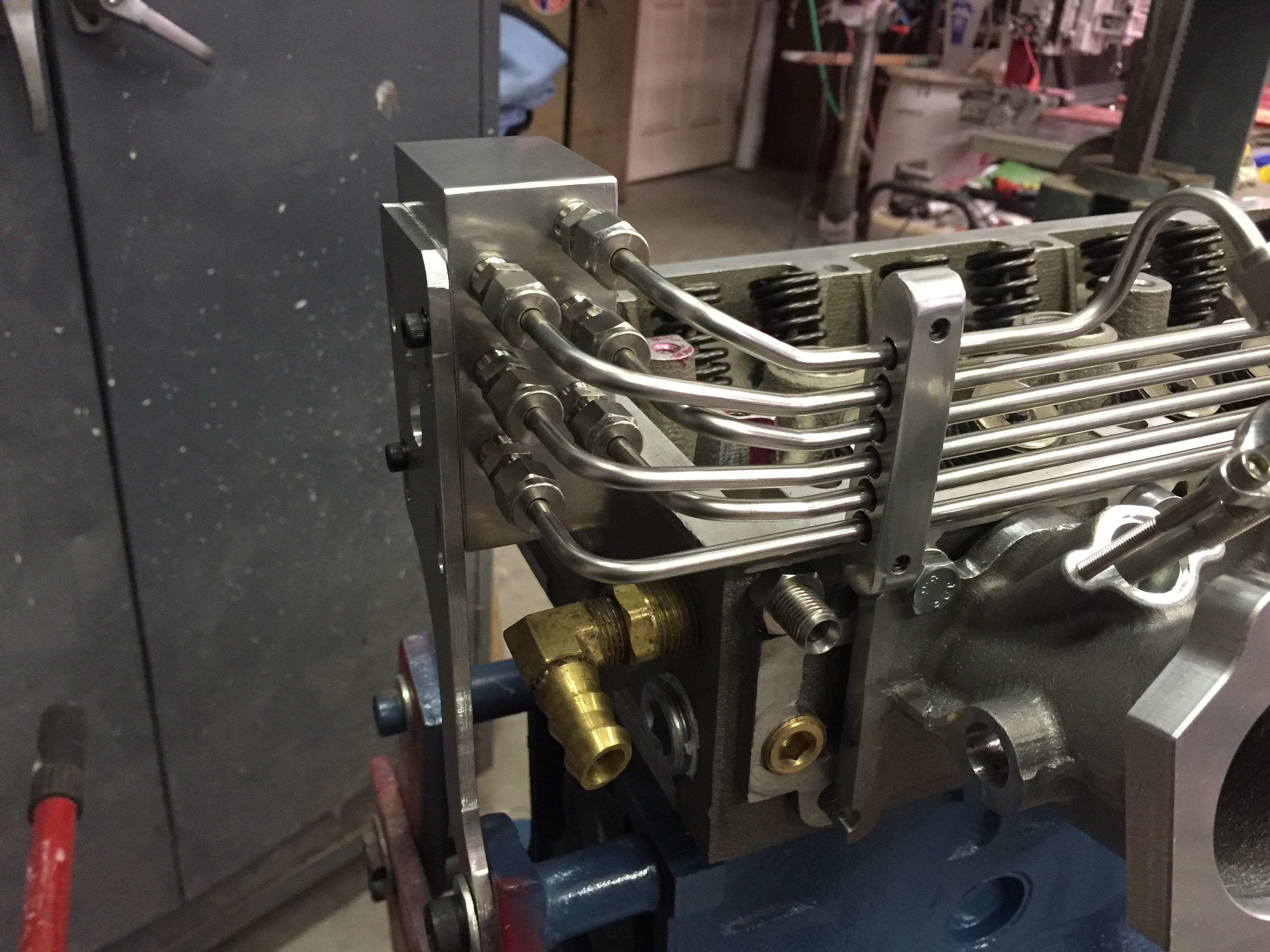
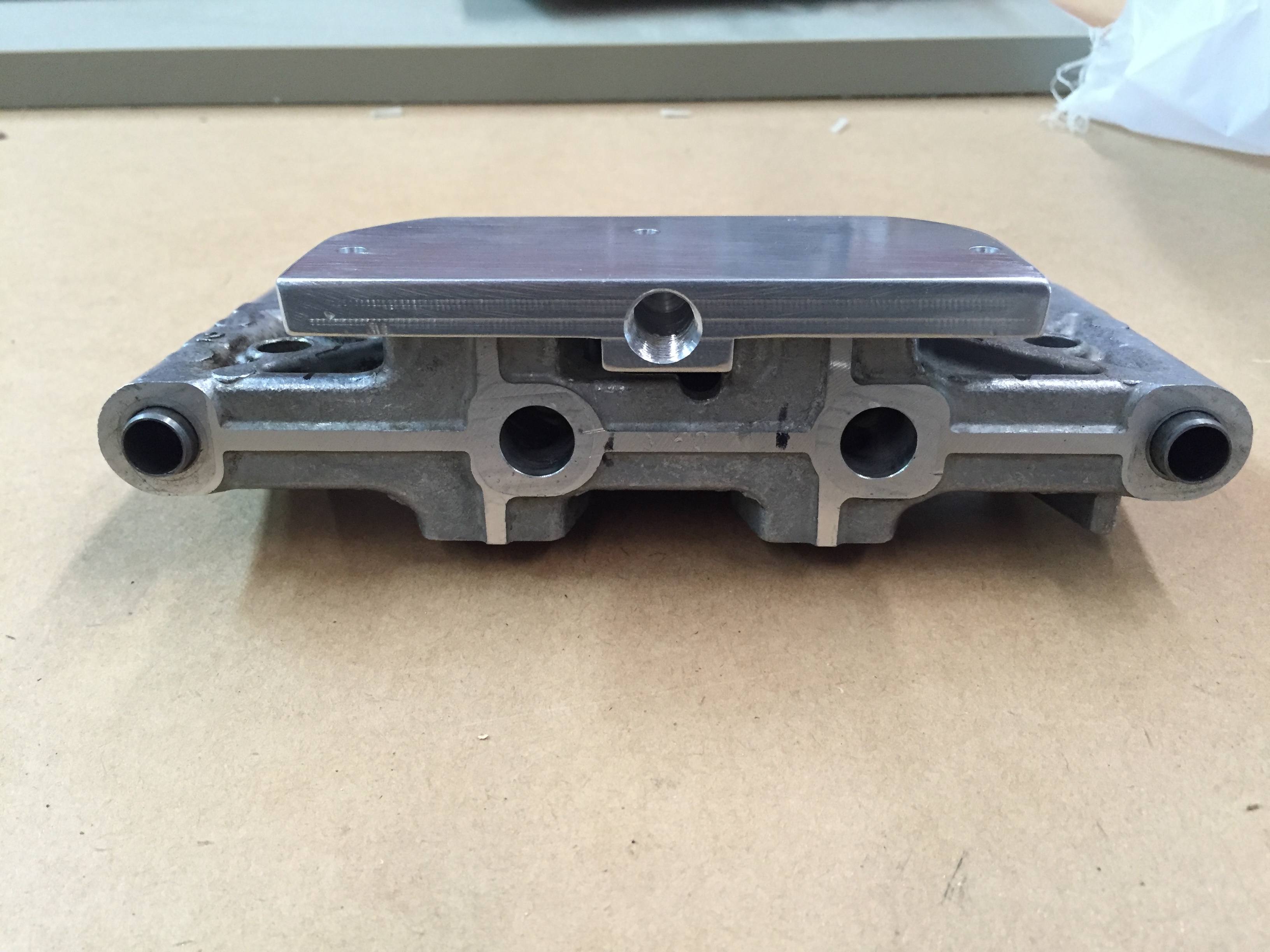
The brass fitting is for the oil return. That fitting is just a placeholder for now so don’t judge:) The stainless bulkhead fitting is the rear oil supply line. All the fuel and oil fittings are Swagelok style double ferrule fittings.