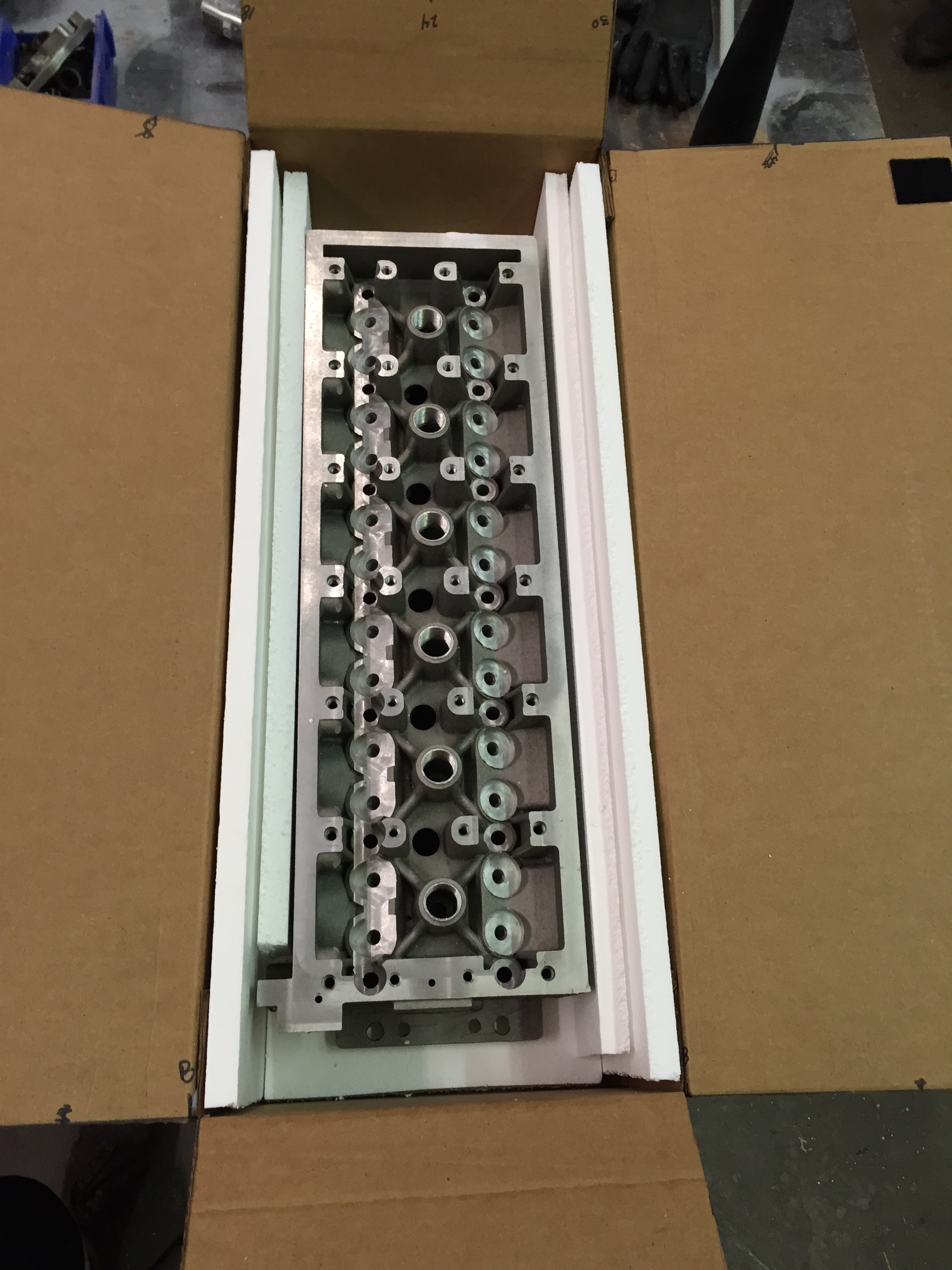
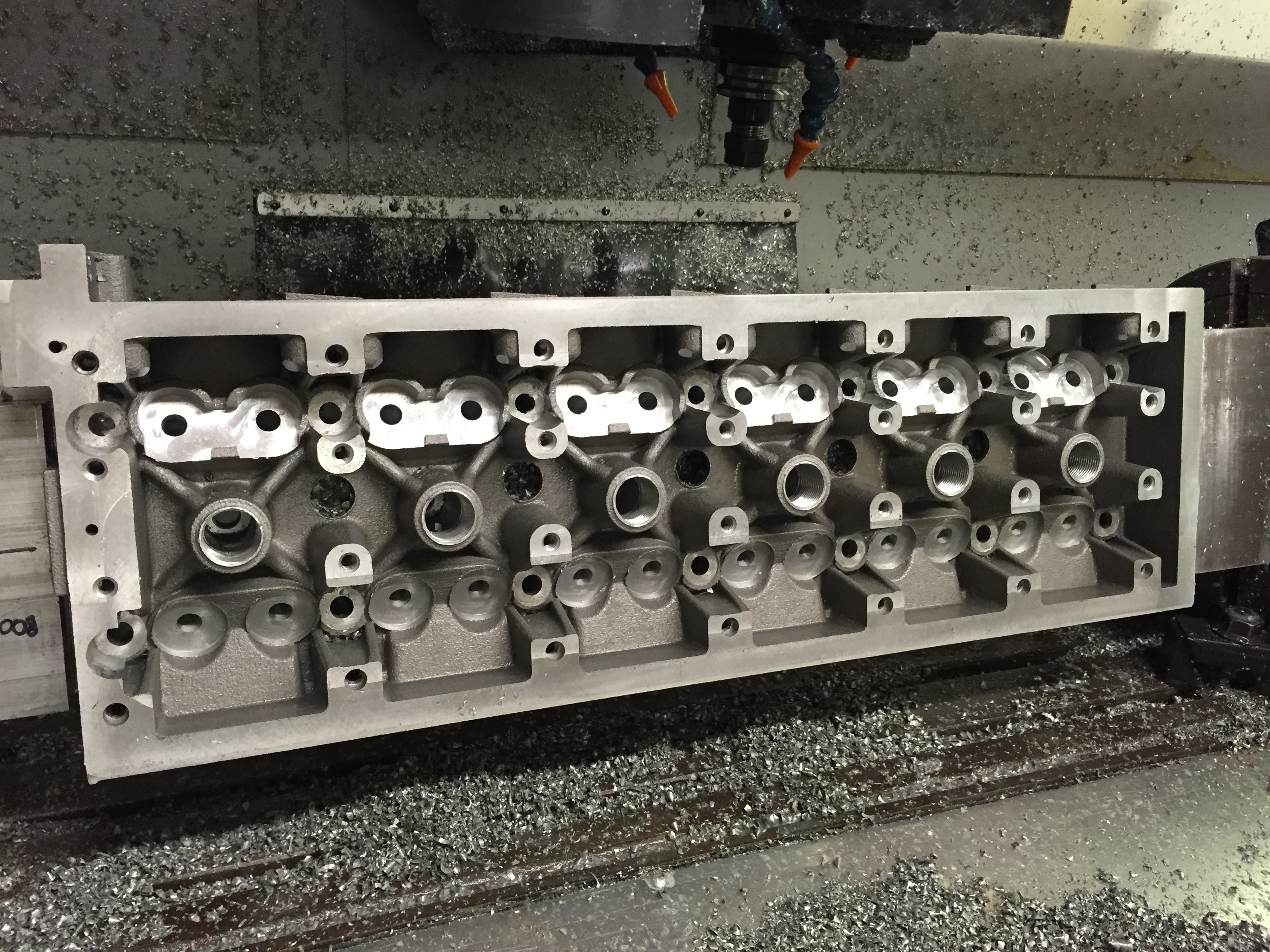
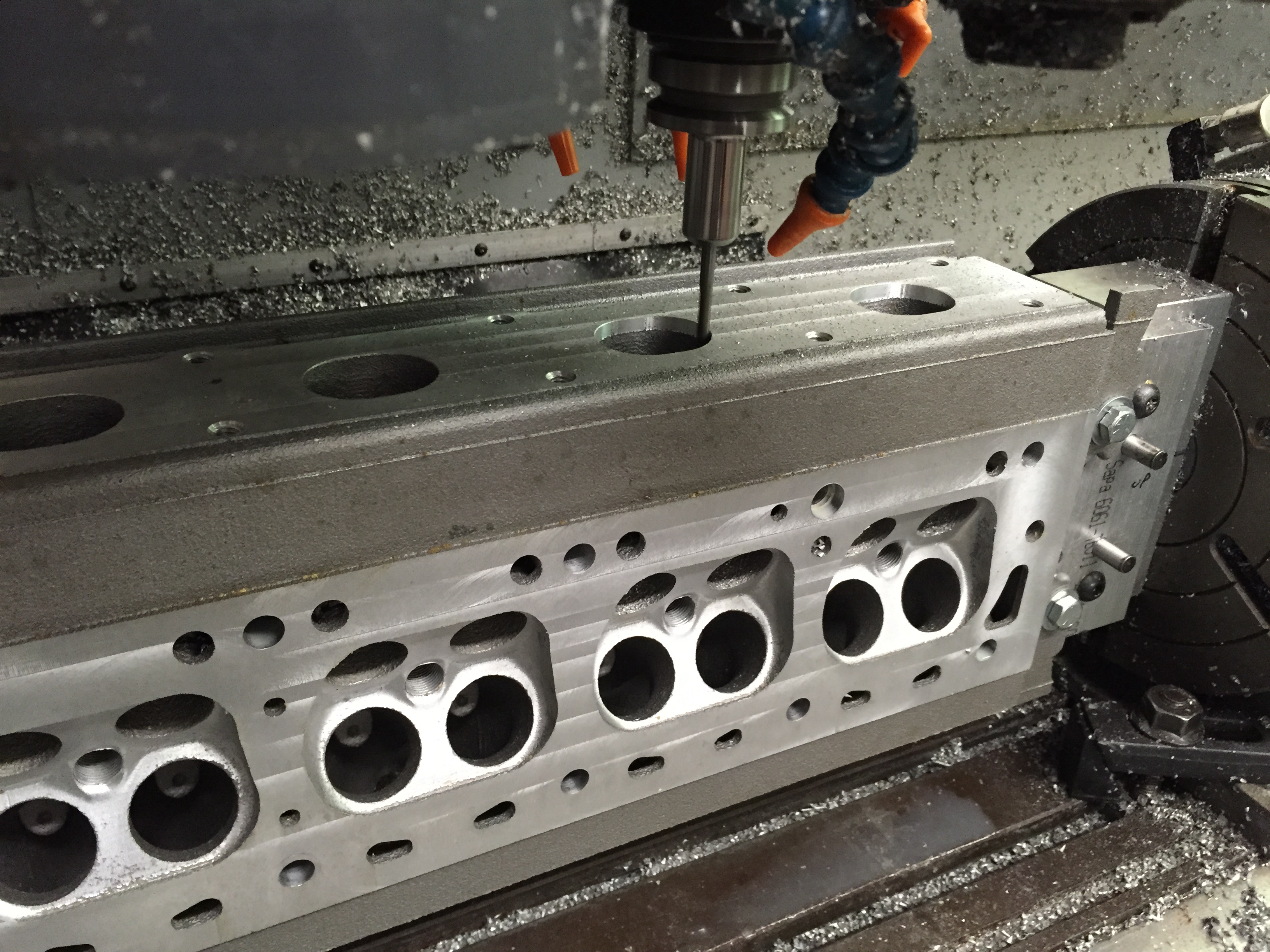
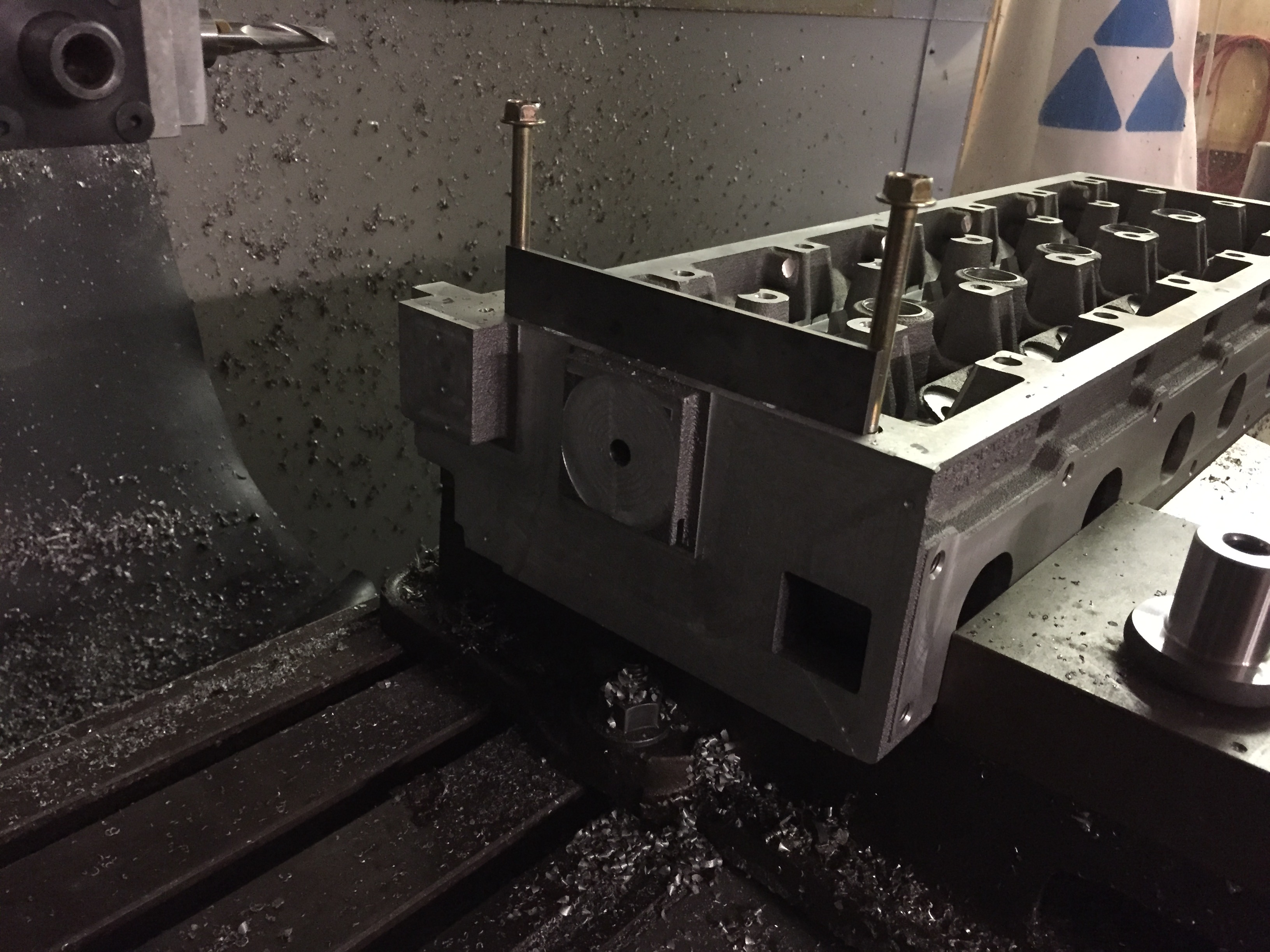
Machined the front of the head. I knew this was going to be a PIA from the word go. I just don’t have a proper angle milling head to really go at it.
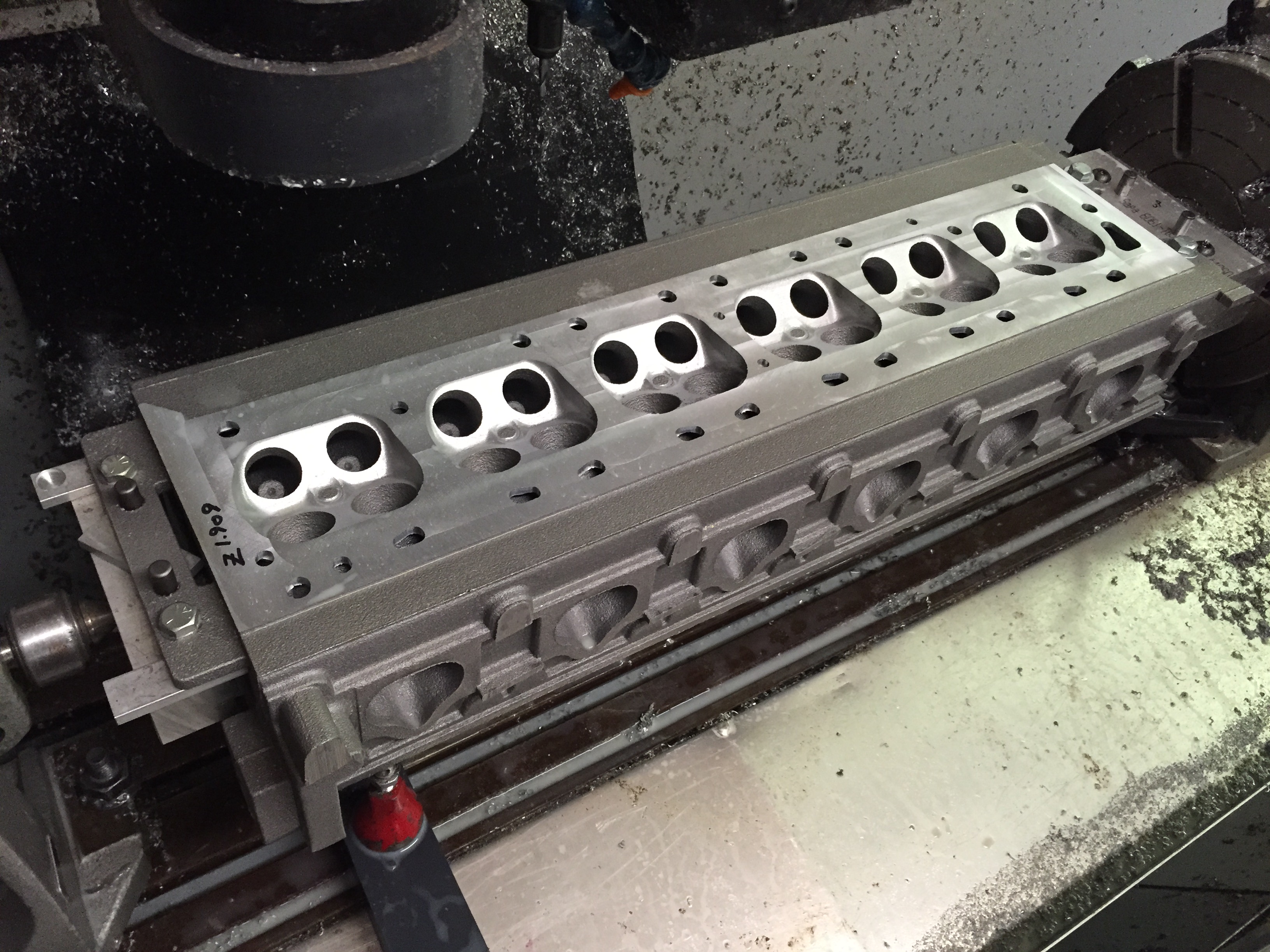
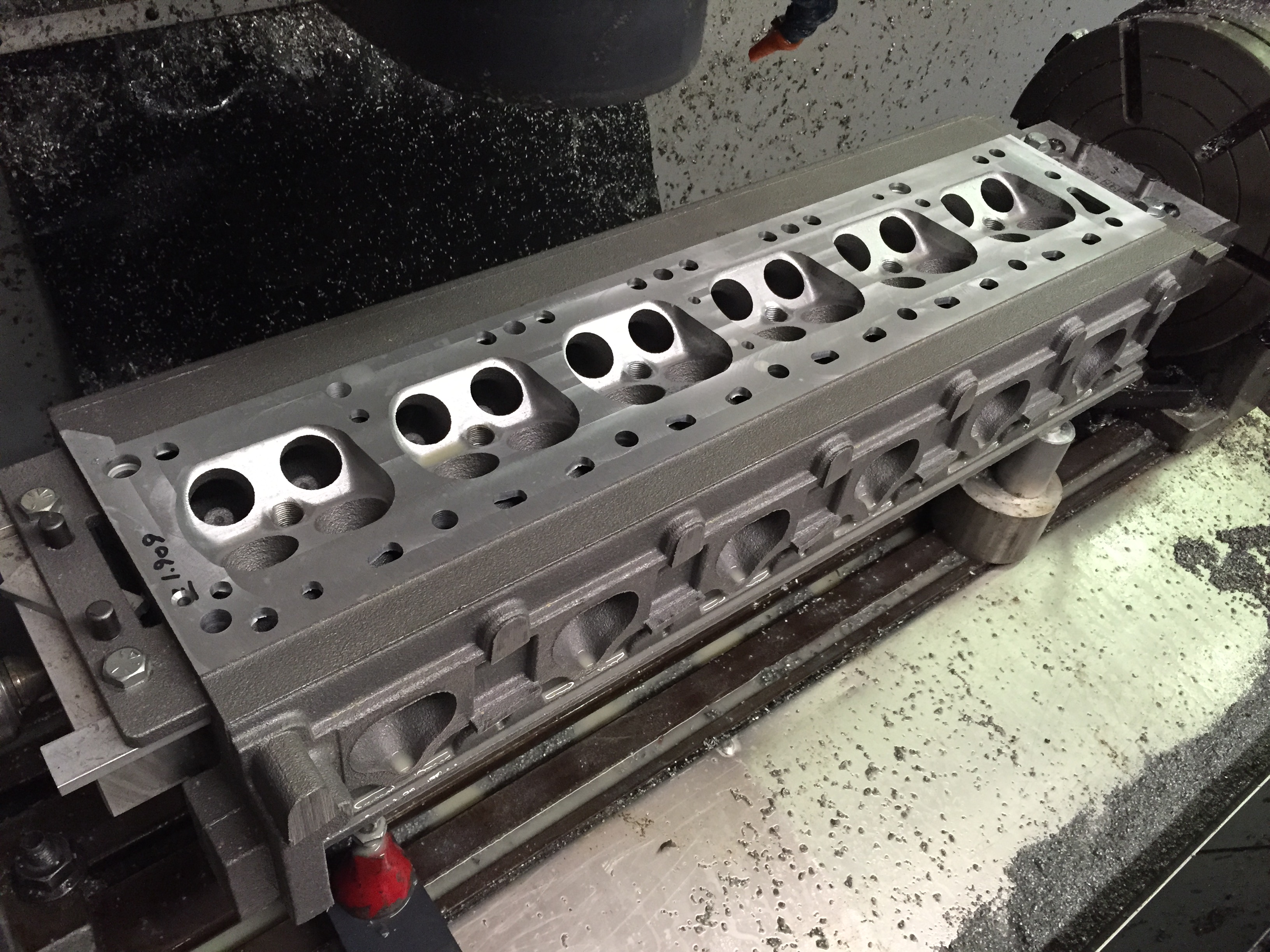
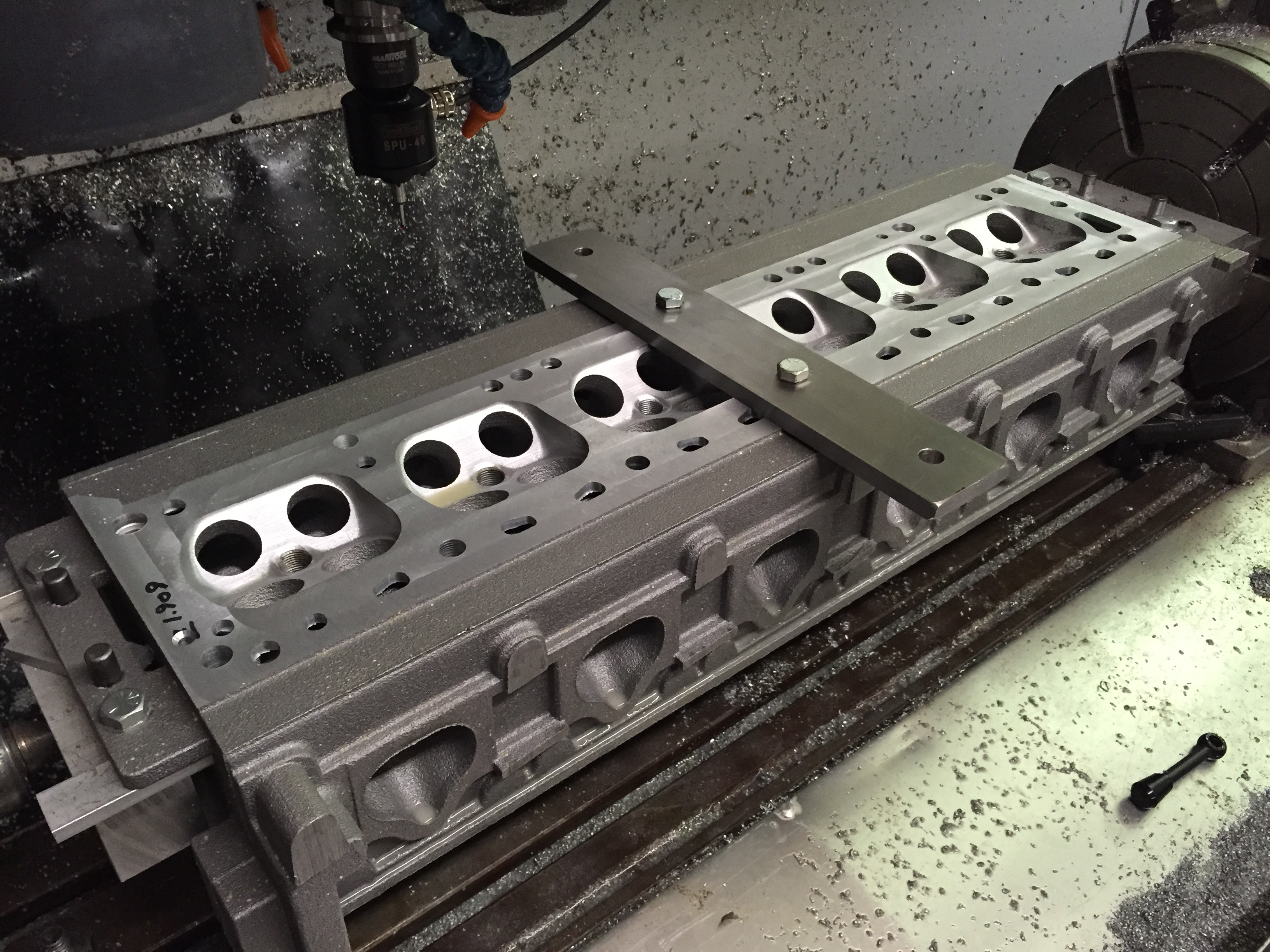
I bought a used angle head on ebay a few years ago. It’s designed for woodworking but it was cheap so I went for it. In the first shot I’m using the probe to indicate off of the cam bores.

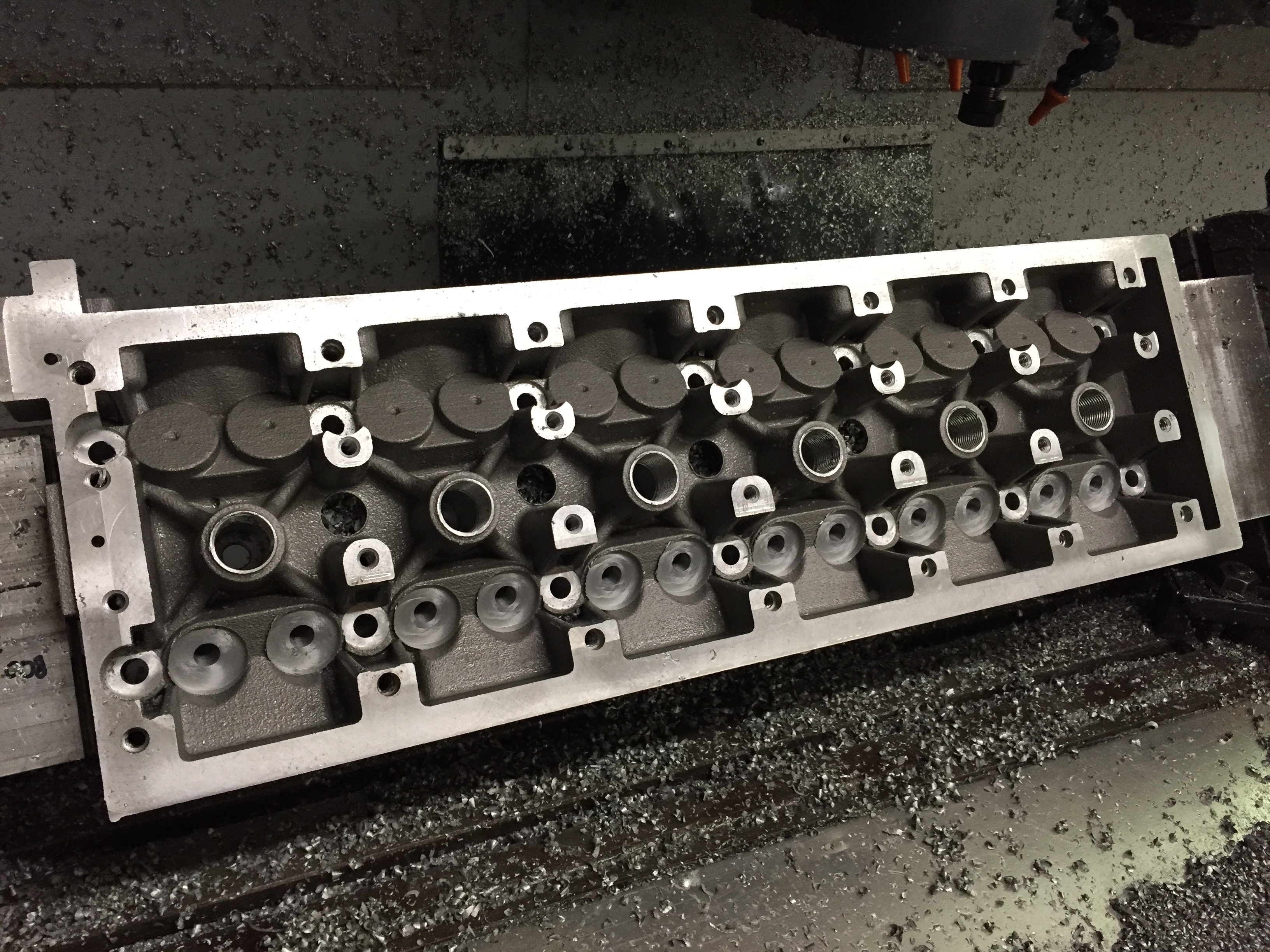
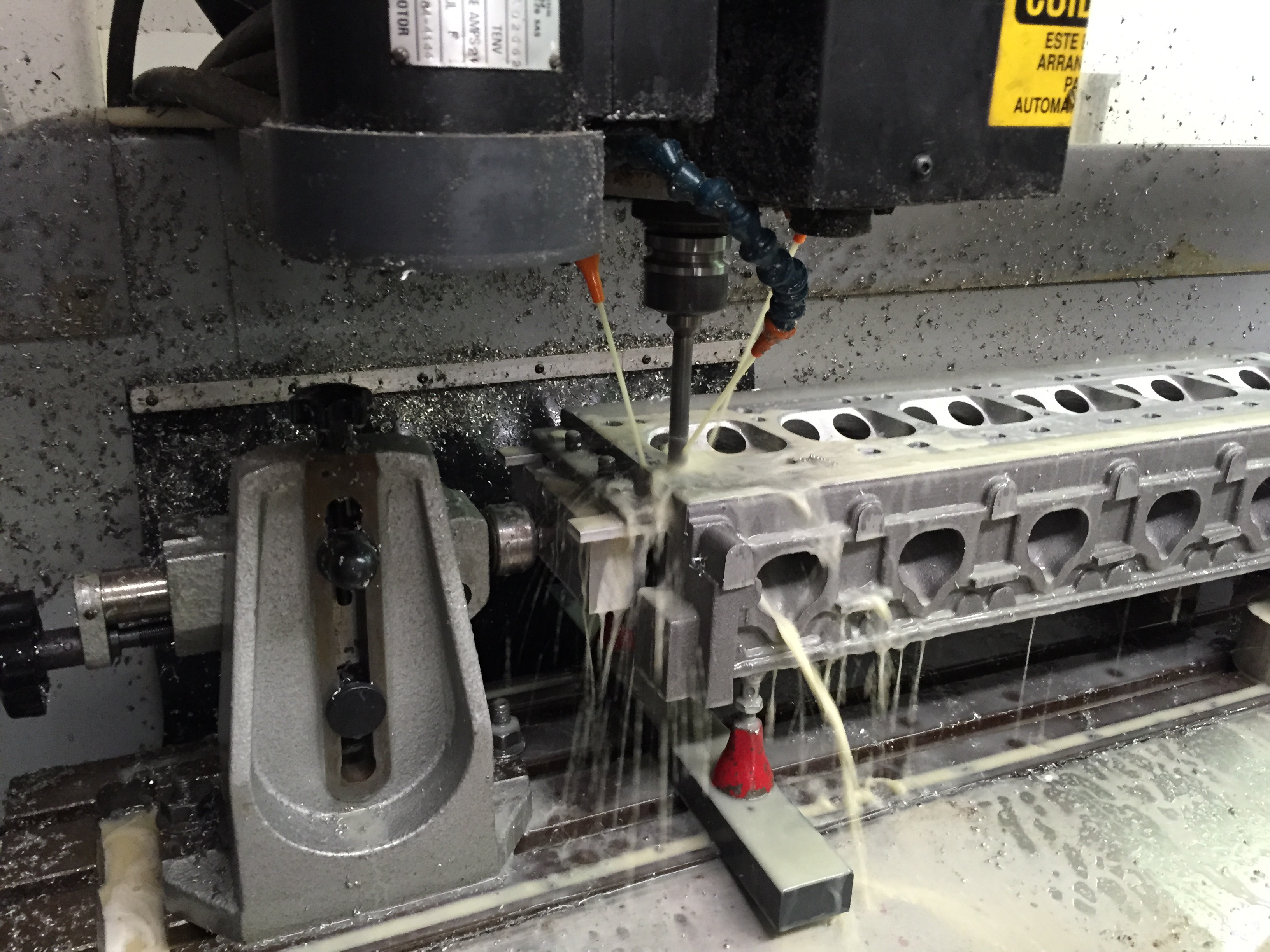
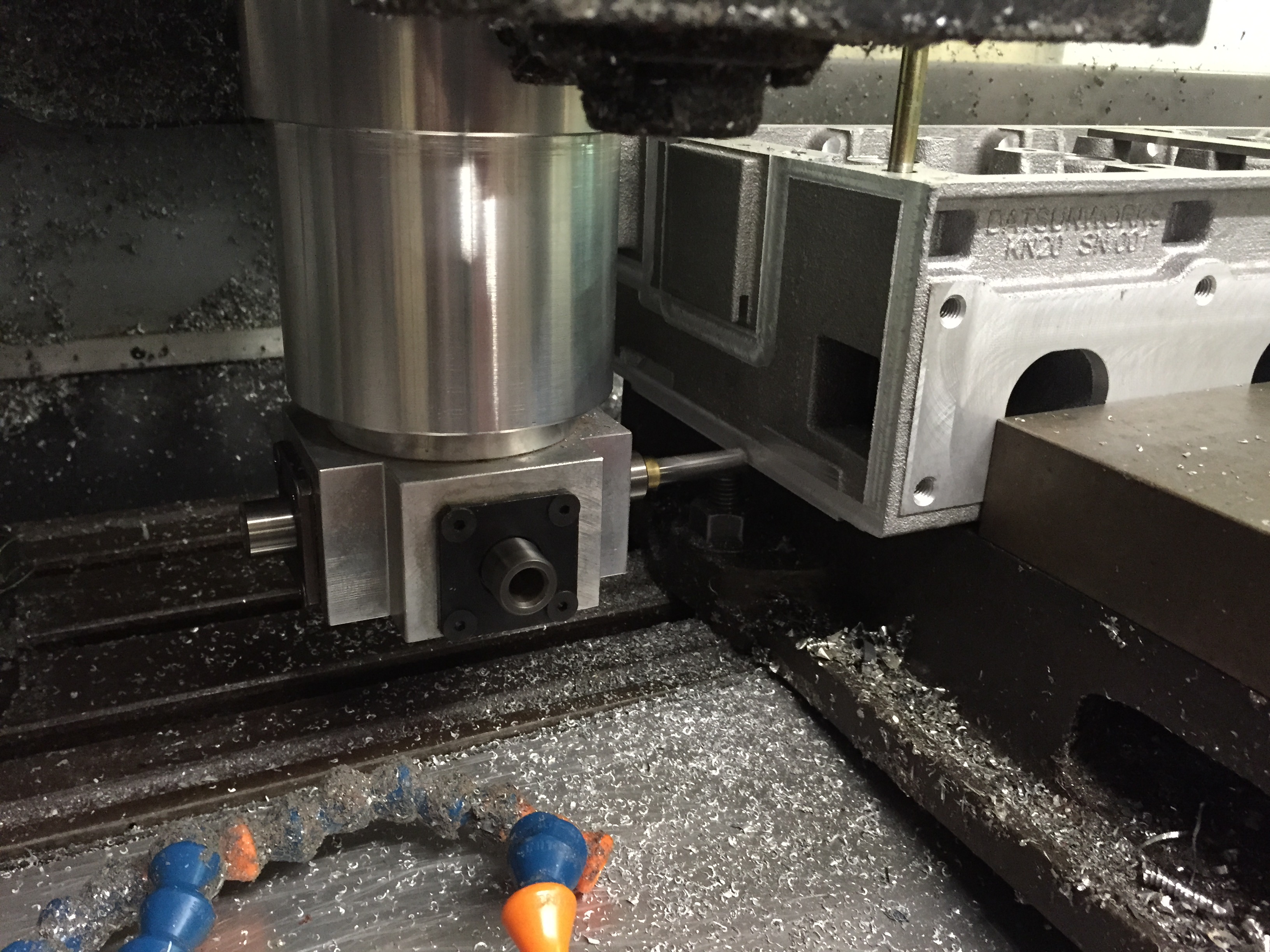
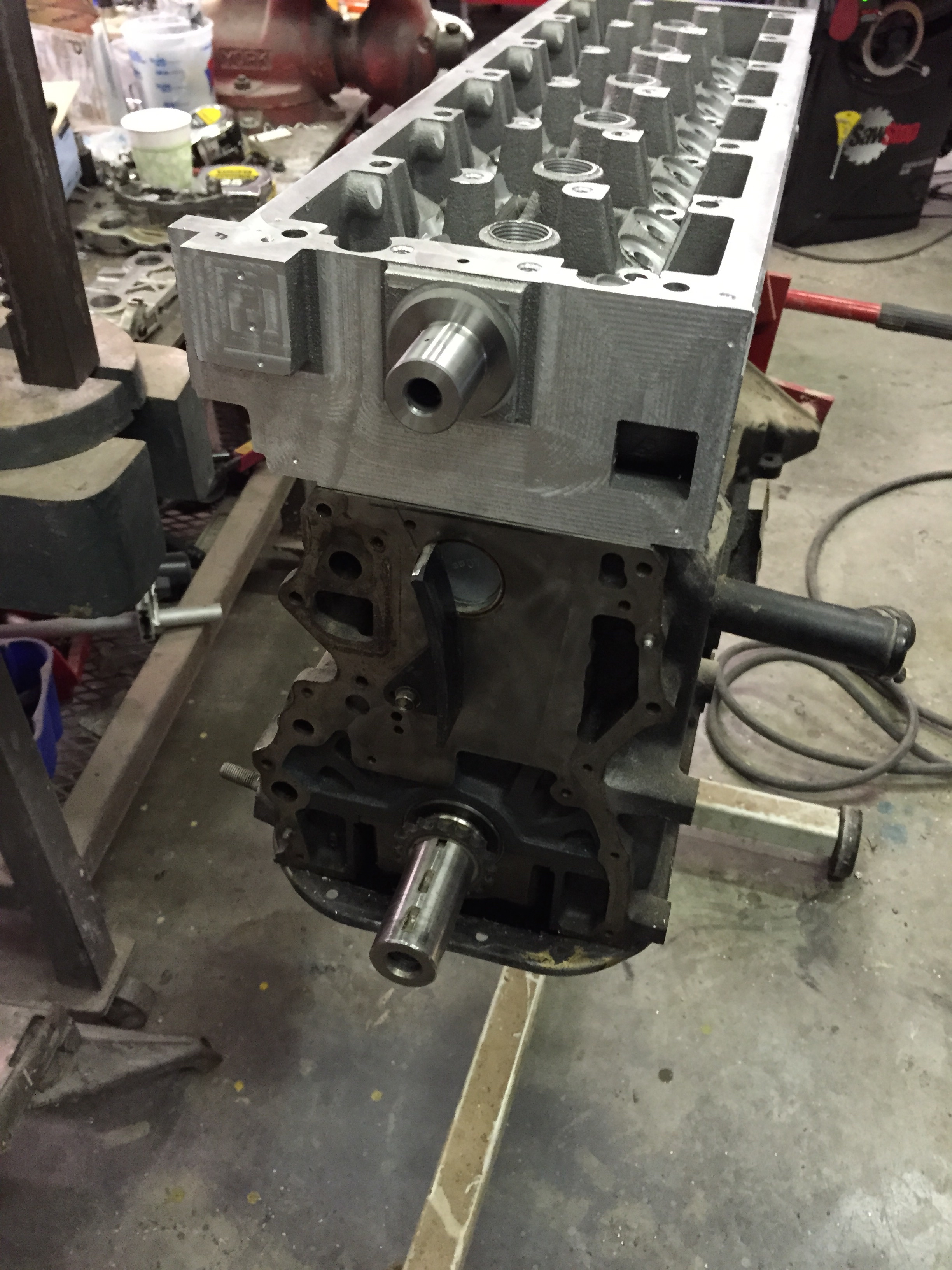
Here I’m surfacing the front of the head. The finish came out a lot better that I expected considering the rigging I had to do to make it work.
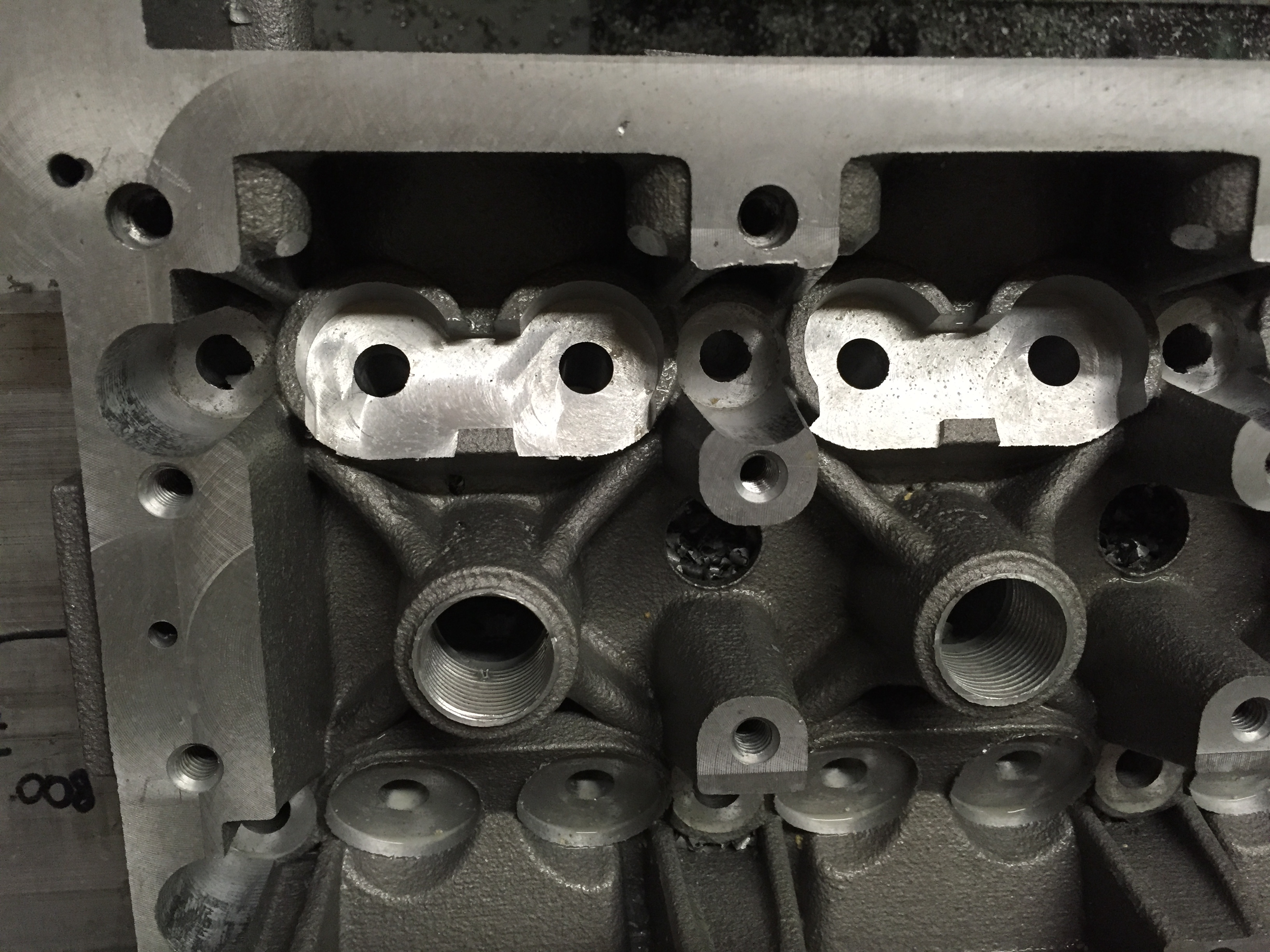
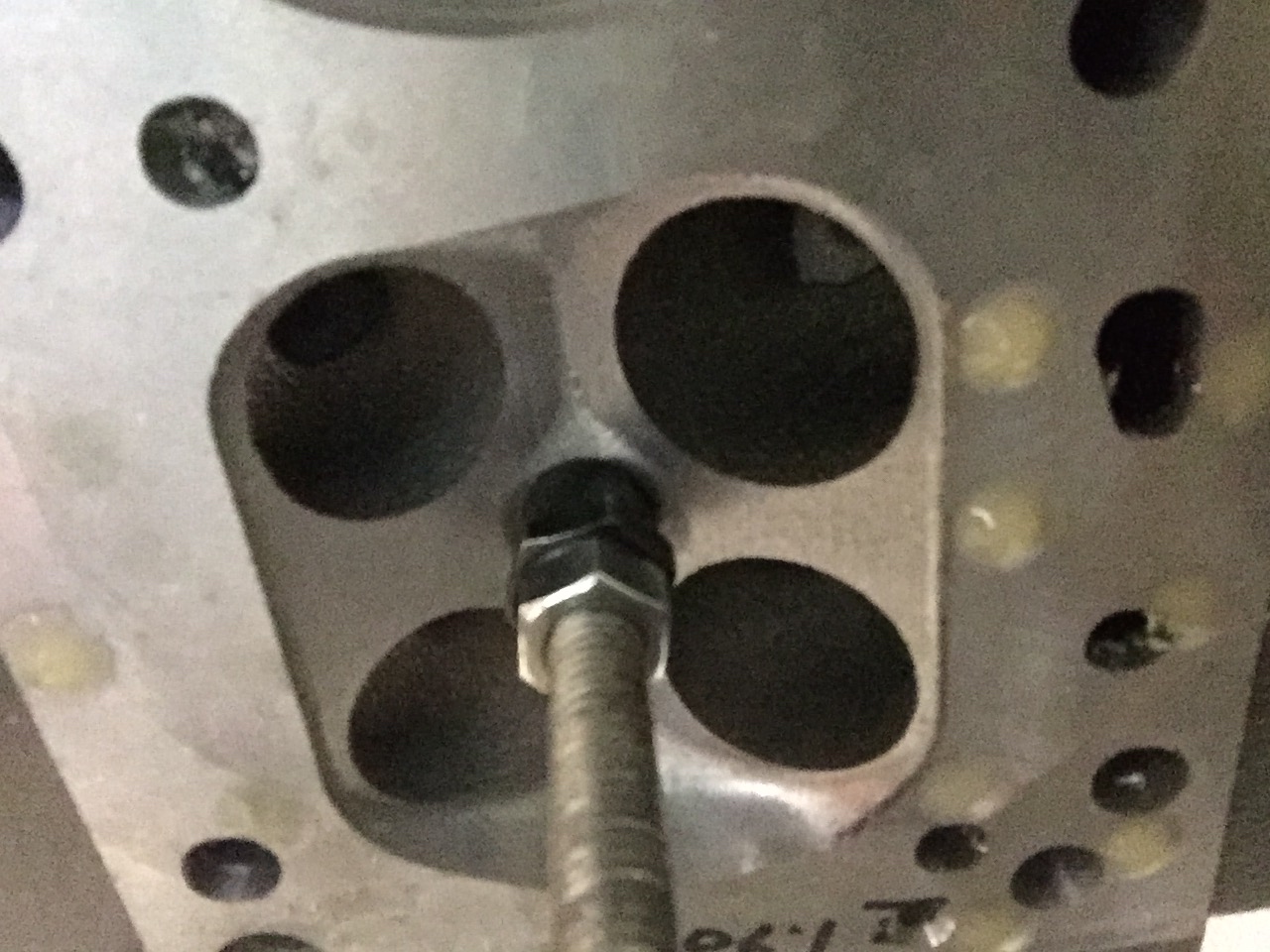
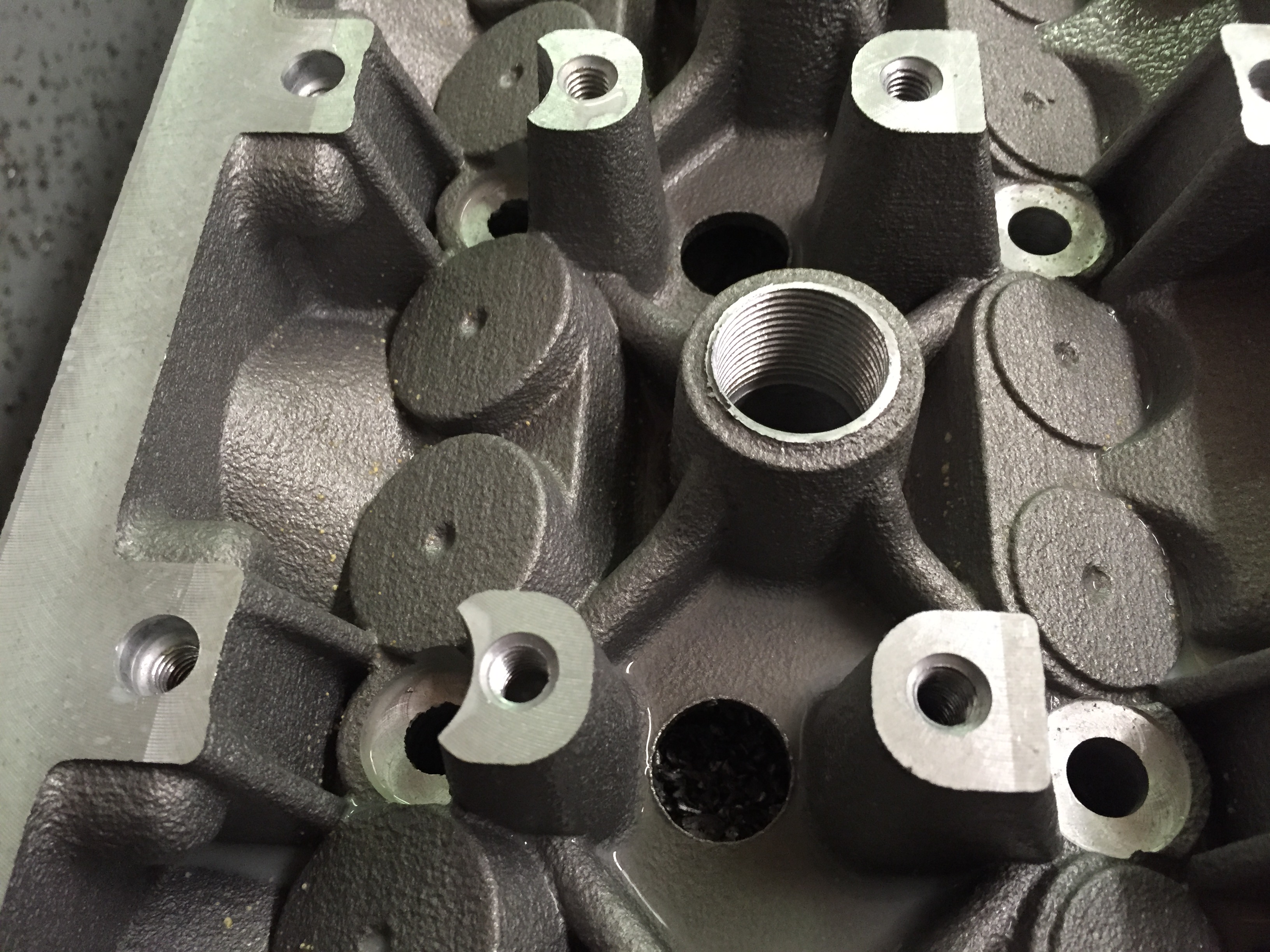
Faced the upper timing chain tensioner and the upper chain idler mount, spot drilled the timing cover and tensioner holes. I’m going to drill and tap those manually as I didn’t have anyway to hold drills in that angle head. No biggie.
Got lucky on the pilot bore on the idler mount. You have to tap it on with a plastic hammer.
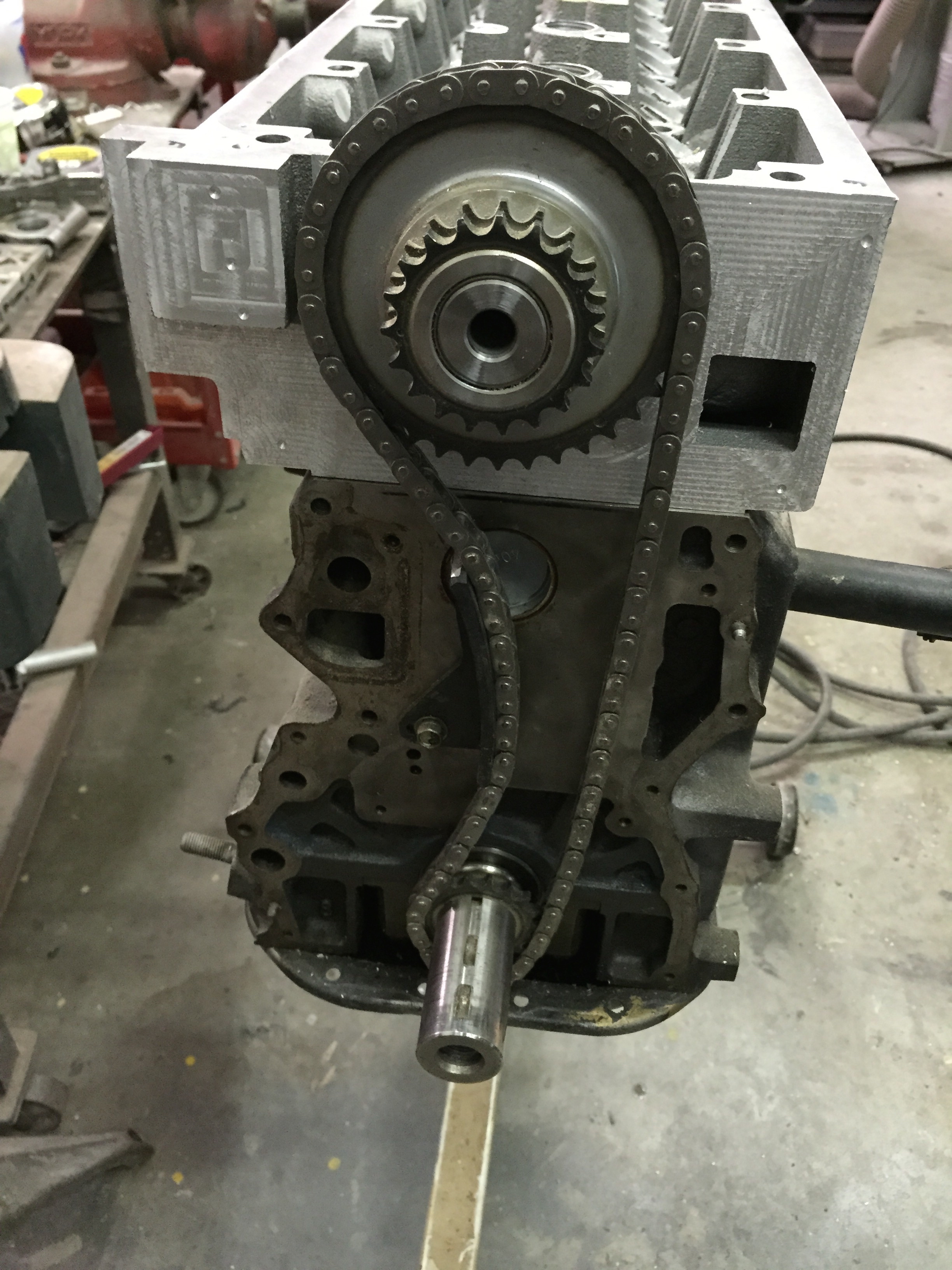
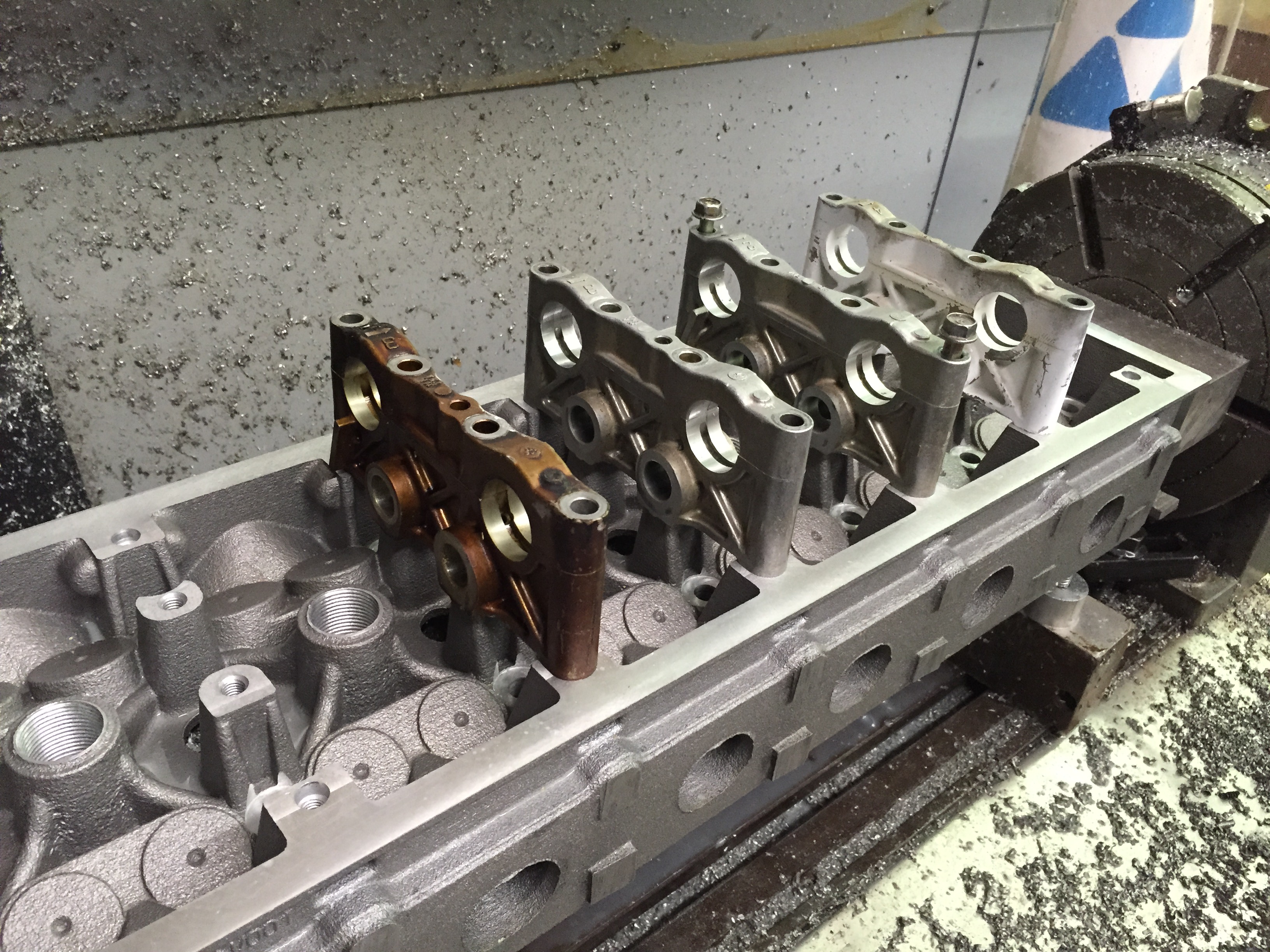
The chain fits well. I knew I was going to make a spacer set for the bottom gear since it’s a single not a double like the stock chain. The single chain tracks along the center of the guides now which is what I was looking for.